കാർബൺ ഫൈബർഹൈവേ ബ്രിഡ്ജിൻ്റെ റൈൻഫോഴ്സ്ഡ് ക്രാക്ക് പ്രോസസ്സിംഗ് ടെക്നോളജി അടുത്ത കാലത്തായി പരക്കെ അനുകൂലമാണ്, കാരണം ലളിതമായ നിർമ്മാണവും ടൈറ്റ് ഷെഡ്യൂളും ഉള്ളതിനാൽ. മിക്ക ഹൈവേ ബ്രിഡ്ജുകൾക്കും ഫൗണ്ടേഷൻ ബീമുകളിൽ ദൃശ്യമോ അദൃശ്യമോ ആയ വിള്ളലുകൾ ഉണ്ടാകാറുണ്ട്, കാരണം അവയുടെ നീണ്ട സേവന സമയമോ ദീർഘകാല ഓവർലോഡ് പ്രവർത്തനമോ ആണ്. പൊതുവായ വിള്ളലുകൾക്ക്, കാർബൺ ഫൈബർ മെറ്റീരിയലിൻ്റെ ഉപയോഗത്തിൻ്റെ ഭൂരിഭാഗവും ശക്തിപ്പെടുത്താം. പാലത്തിലെ വിള്ളലുകൾക്കായി കാർബൺ ഫൈബർ തുണികൊണ്ടുള്ള റൈൻഫോഴ്സ്മെൻ്റ് നിർമ്മാണം ഇനിപ്പറയുന്ന റൈൻഫോഴ്സ്മെൻ്റ് ഹോം അവതരിപ്പിക്കും.
ബ്രിഡ്ജ് വിള്ളലുകൾക്കുള്ള കാർബൺ ഫൈബർ തുണി ശക്തിപ്പെടുത്തുന്നതിനുള്ള നിർമ്മാണ സാങ്കേതികവിദ്യയ്ക്ക് ഇനിപ്പറയുന്ന മൂന്ന് പ്രധാന പ്രക്രിയകളുണ്ട്:
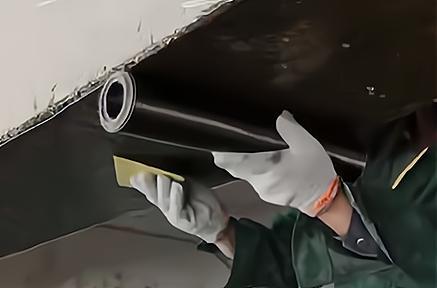
ഹൈവേ പാലത്തിൻ്റെ താഴത്തെ പാളി പരിഹരിക്കുകയാണ് ആദ്യപടി
1. ഗ്ലൂ ഗ്രൗട്ടിംഗ് ഹൈവേ ബ്രിഡ്ജ് ഫൗണ്ടേഷൻ ബീമുകളുടെ ഘടനാപരമായ വിള്ളലുകൾ വിള്ളലുകൾ ഉപയോഗിച്ച് നന്നാക്കുക.
2. കോൺക്രീറ്റ് പ്രതലത്തിൻ്റെ ശോഷണം, അഴുകൽ, കട്ടയുടെ ആകൃതി, മണ്ണൊലിപ്പ് എന്നിങ്ങനെയുള്ള ജീർണിച്ച സ്ഥാനങ്ങൾ ഇല്ലാതാക്കുക, വൃത്തിയാക്കൽ, പൊടിക്കൽ, മിനുക്കൽ എന്നിവ നടത്തുക. ഉപരിതലം ഉണങ്ങുകയും പ്രകോപിപ്പിക്കുകയും ചെയ്ത ശേഷം, റിപ്പയർ അസംസ്കൃത വസ്തുക്കൾ ഉപയോഗിച്ച് കോൺക്രീറ്റ് ഉപരിതലത്തിൻ്റെ കോൺവെക്സ്, കോൺകേവ് സ്ഥാനങ്ങൾ നന്നാക്കുക. പരുക്കൻ അരികുകളുണ്ടെങ്കിൽ, മിനുക്കാനും മിനുക്കാനും സാൻഡ്പേപ്പർ ഉപയോഗിക്കുക. ഹാൻഡ് ടച്ച് ഫീൽ ഡ്രൈയുടെ പ്ലാൻ കണ്ടെത്തുക, എഞ്ചിനീയറിംഗ് നിർമ്മാണത്തിൻ്റെ അടുത്ത പ്രക്രിയ നടപ്പിലാക്കാൻ കഴിയും.
3. കാർബൺ ഫൈബർ തുണി പേസ്റ്റിൻ്റെ Yin, Yang ആംഗിൾ ഒരു ആർക്ക് ആകൃതിയിൽ മിനുക്കിയിരിക്കണം, കൂടാതെ അസംസ്കൃത വസ്തുക്കൾ നന്നാക്കാൻ Yin Angle ലൈൻ ഒരു ആർക്ക് ഫില്ലറ്റാക്കി മാറ്റണം, കൂടാതെ ആർക്ക് ഹാഫ് മെറിഡിയൻ കുറവായിരിക്കരുത്. 25 മി.മീ.
രണ്ടാമത്തെ ഘട്ടം, അടിസ്ഥാന പശ ബ്രഷ് ചെയ്യുക
1, നല്ല അടിവസ്ത്രത്തിൻ്റെ വിന്യാസം ഉടനടി പ്രയോഗിക്കണം, ഡിസ്പോസിബിൾ സോഫ്റ്റ് ബ്രഷ് അല്ലെങ്കിൽ പ്രത്യേകം നിർമ്മിച്ച റോളർ ഉപയോഗിച്ച് കോൺക്രീറ്റിൻ്റെ ഉപരിതലത്തിൽ കെ.ഇ. തുല്യമായി തുടച്ചുമാറ്റും, ബ്രഷ്, ഫ്ലോ അല്ലെങ്കിൽ ബബിൾ എന്നിവ ചോർത്തരുത്. അടിസ്ഥാന പശ ഉണങ്ങിയതും കട്ടിയുള്ളതുമായ ശേഷം പശ ഉപരിതലം പരിശോധിക്കുക. പശ ഉപരിതലത്തിന് പരുക്കൻ അരികുകളുണ്ടെങ്കിൽ, മിനുസപ്പെടുത്താനും സുഗമമായി മിനുക്കാനും ഗ്രൈൻഡിംഗ് സാൻഡ്പേപ്പർ ഉപയോഗിക്കുക. പശ കേടായെങ്കിൽ, അത് വീണ്ടും ബ്രഷ് ചെയ്യണം, ഉണങ്ങിയതും കട്ടിയുള്ളതുമായ ശേഷം അടുത്ത പ്രക്രിയ നടത്താം.
2. അടിസ്ഥാന പശ ഉണങ്ങി സോളിഡ് ആയതിനുശേഷം അടുത്ത സാങ്കേതിക പ്രക്രിയ എത്രയും വേഗം നടത്തണം. ബ്രഷിംഗ് സമയം 7d കവിയുന്നുവെങ്കിൽ, പോളിഷിംഗ് മെഷീൻ ഉപയോഗിച്ച് യഥാർത്ഥ അടിസ്ഥാന പശ വ്യക്തമായി നീക്കം ചെയ്യുകയും വീണ്ടും തുടയ്ക്കുകയും വേണം.

മൂന്നാമത്തെ ഘട്ടം, ഹൈവേ ബ്രിഡ്ജ് ഫൗണ്ടേഷൻ ബീം ഒട്ടിച്ച കാർബൺ ഫൈബർ തുണി ശക്തിപ്പെടുത്തൽ നിർമ്മാണ സാങ്കേതികവിദ്യയും പൊതുവായ പ്രശ്നങ്ങളും
1. മഴയുള്ള ദിവസങ്ങളിലോ ഗ്യാസ് നനഞ്ഞതും തണുത്ത നിലവാരത്തിലുള്ളതുമായ എഞ്ചിനീയറിംഗ് നിർമ്മാണത്തിന് ഇത് അനുയോജ്യമല്ല. നനഞ്ഞതും തണുത്തതുമായ പ്രീ ഫാബ്രിക്കേറ്റഡ് അംഗങ്ങളിൽ പ്രവർത്തിക്കേണ്ടത് ആവശ്യമാണെങ്കിൽ, മുൻകൂട്ടി തയ്യാറാക്കിയ അംഗങ്ങളുടെ ഉപരിതലം വായുവിൽ ഉണക്കുകയോ പ്രൊഫഷണൽ പശകൾ ഉപയോഗിക്കുകയോ ചെയ്യുക.
2, കാർബൺ ഫൈബർ തുണി പേസ്റ്റ് 5 ~ 35 ℃ പ്രവർത്തന താപനില നിലവാരത്തിൽ നടത്തണം, പശയുടെ ഉപയോഗം പ്രവർത്തന താപനിലയുടെ പ്രയോഗത്തിൻ്റെ ആവശ്യകതകൾ നിറവേറ്റണം.
3. ശക്തിപ്പെടുത്തേണ്ട കോൺക്രീറ്റ് ഉപരിതലത്തിൽ, ഡിസൈൻ ഡ്രോയിംഗ് അനുസരിച്ച് നിർമ്മാണവും ലോഫ്റ്റിംഗും നടത്തണം, കൂടാതെ കെമിക്കൽ ഫൈബർ പോളിമർ മെറ്റീരിയലിൻ്റെ ഓരോ പാളിയുടെയും സ്ഥാനം നിർവചിക്കേണ്ടതാണ്.
4. ഡിസൈൻ സ്കീമിൻ്റെ പ്രത്യേകതകൾ അനുസരിച്ച് കാർബൺ ഫൈബർ തുണി മുറിക്കുക. കാർബൺ ഫൈബർ പോളിമർ ബലപ്പെടുത്തലിൻ്റെ ലാപ് ദൈർഘ്യം 100 മില്ലീമീറ്ററിൽ താഴെ അനുയോജ്യമല്ല, കൂടാതെ സ്റ്റീൽ റൈൻഫോഴ്സ്മെൻ്റിൻ്റെ ലാപ് ലൊക്കേഷൻ കീ ബെയറിംഗ് ഏരിയ ഒഴിവാക്കണം. കട്ട് ഫാബ്രിക് ശരിയായി ഒരു ഡിസ്കിൽ സ്ഥാപിക്കുകയും നമ്പർ നൽകുകയും വേണം. ഇതിനകം മുറിച്ച കെമിക്കൽ ഫൈബർ പോളിമർ വസ്തുക്കൾ എത്രയും വേഗം പ്രയോഗിക്കണം.
5. കാർബൺ ഫൈബർ തുണി ഒട്ടിക്കുന്നതിന് മുമ്പ്, ഒട്ടിക്കുന്ന പ്രതലത്തിൽ പൊടിയുണ്ടെന്ന് ഉറപ്പാക്കാൻ കോൺക്രീറ്റ് ഉപരിതലം വീണ്ടും തുടയ്ക്കുക. കോൺക്രീറ്റിൻ്റെ ഉപരിതലത്തിൽ പശ ബ്രഷ് ചെയ്യുമ്പോൾ, കൊളോയ്ഡൽ ലായനി ഒഴുകാൻ പാടില്ല; ലൈൻ നിയന്ത്രിക്കാതിരിക്കാൻ കൊളോയിഡ് ലായനി ബ്രഷ് ഔട്ട് ചെയ്യുക; തുല്യമായി ബ്രഷ് ചെയ്യുക.
6, കെമിക്കൽ ഫൈബർ പോളിമർ മെറ്റീരിയലിനുള്ളിൽ ഒട്ടിക്കുക, ഉയർച്ചയുടെ ക്രമം അനുസരിച്ച് നടത്തണം. കൊളോയ്ഡൽ ലായനിക്കും കെമിക്കൽ ഫൈബർ പോളിമർ മെറ്റീരിയലിനും ഇടയിലുള്ള കുമിള നീക്കം ചെയ്യുന്നതിനായി ഒരു റോളർ ബാരൽ ഉപയോഗിച്ച് കാർബൺ ഫൈബർ തുണി ഒരു അറ്റത്ത് നിന്ന് മറ്റൊന്നിലേക്ക് പുറത്തെടുക്കുന്നു, അങ്ങനെ കൊളോയ്ഡൽ ലായനി കെമിക്കൽ ഫൈബർ പോളിമർ മെറ്റീരിയലിലേക്ക് തുളച്ചുകയറുന്നു, ഈർപ്പവും മിനുസവും. ഉപയോഗിച്ച ബാരൽ എക്സ്ട്രൂഷൻ രൂപീകരണത്തിൻ്റെ മുഴുവൻ പ്രക്രിയയിലും ഇലക്ട്രോസ്റ്റാറ്റിക് പ്രഭാവം ഉണ്ടാക്കരുത്.
7, കെമിക്കൽ ഫൈബർ പോളിമർ മെറ്റീരിയൽ ബലപ്പെടുത്തൽ നിരവധി സ്ട്രിപ്പുകൾ അല്ലെങ്കിൽ ഇരട്ട പാളി തിരഞ്ഞെടുക്കപ്പെട്ട, ഫൈബർ തുണി ഉപരിതല സ്പർശന വിരലുകൾ മുൻ പാളി വരണ്ട തോന്നുന്നു, കെമിക്കൽ ഫൈബർ പോളിമർ മെറ്റീരിയൽ ഒരു പാളി ശേഷം ഉടനെ പൊതിഞ്ഞ പശ പേസ്റ്റ്.
8, കെമിക്കൽ ഫൈബർ പോളിമർ മെറ്റീരിയലുകളുടെ എഞ്ചിനീയറിംഗ് നിർമ്മാണത്തിൻ്റെ അവസാന പാളി പൂർത്തിയായി, സമമിതിയുടെ ഉപരിതലത്തിൽ തുളച്ചുകയറുന്ന എപ്പോക്സി റെസിൻ പാളി (മൊത്തത്തിലുള്ള ഉപരിതല പാളി സുരക്ഷ
https://www.heatresistcloth.com/carbon-fiber-fabric/
പോസ്റ്റ് സമയം: ഏപ്രിൽ-18-2023